ayx爱游戏官方网页




PE管热熔焊接工艺
来源:ayx爱游戏官方网页 发布时间:2024-07-22 01:59:26
PE管线具有易施工, 速度快, 耐腐蚀, 无污染,常规使用的寿命长等特点。PE管道连接主要有两种方法: 热熔连接和电熔连接。目前主管道主要是采用热熔连接。热熔连接原理是将两根PE管道的配合面紧贴在加热工具上来加热其平整的端面直至熔融, 移走加热工具后, 将两个熔融的端面紧靠在一起, 在压力的作用下保持到接头冷却, 使之成为一个整体。
②准备足够的支撑物, 保证待焊接管材可与机架中心线处于同一高度, 并能方便移动;
③设定加热板温度200~230℃ (本数据以杭州环众焊机为参考,具体温度以厂家提供的数据为准) ;
二、 焊接。焊接工艺流程如下: 检查管材并清理管端→紧固管材→铣刀铣削管端→检查管端错位和间隙→加热管材并观察最小卷边高度→管材熔接并冷却至规定时间→取出管材。在焊接过程中, 操作人员应参照焊接工艺卡各项参数做相关操作, 而且在必要时, 应根据天气、环境和温度等变化对其进行适当调整:
①核对欲焊接管材规格、压力等级是不是正确,检查其表面是否有磕、碰、划伤, 如伤痕深度超过管材壁厚的10% , 应进行局部切除后方可使用;
③将欲焊接的管材置于机架卡瓦内, 使两端伸出的长度相当(在不影响铣削和加热的情况下尽可能短,宜保持20~30mm) , 管材机架以外的部分用支撑物托起, 使管材轴线与机架中心线处于同一高度, 然后用卡瓦紧固好;
④置入铣刀, 先打开铣刀电源开关, 然后再合拢管材两端, 并加以适当的压力, 直到两端有连续的切屑出现后(切屑厚度为0.5~10mm, 通过调节铣刀片的高度可调节切屑厚度) , 撤掉压力, 略等片刻,再退开活动架, 关闭铣刀电源;
⑤取出铣刀, 合拢两管端, 检查两端对齐情况(管材两端的错位量不能超过壁厚的10% , 通过调整管材直线度和松紧卡瓦予以改善; 管材两端面间的间隙也不能超过0.3mm(de225mm以下)、0.5mm(de225mm~400mm)、1mm(de400mm以上),如不满足规定的要求,应在此铣削,直到满足要求。
⑥加热板温度达到设定值后,放入机架,施加规定的压力,直到两边最小卷边达到规定高度时,压力减小到规定值(管端两面与加热板之间刚好保持接触,进行吸热),时间达到后,松开活动架,迅速取出加热板,然后合拢两管端,其切换时间尽量缩短,冷却到规定时间后,卸压,松开卡瓦,取出连接完成的管材。
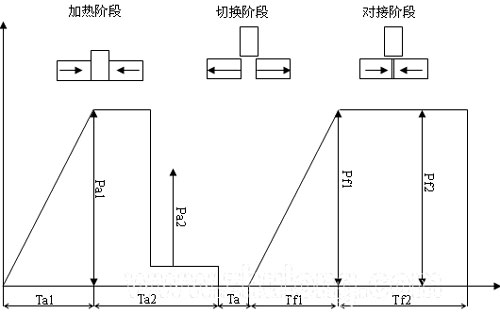
三、焊接工艺参数与焊接直接有关的参数为:温度、时间、压力。焊接工艺曲线图表示为焊接过程压力与时间的关系图。
加热时的卷边高度h/mm 温度(T):(210±10)℃吸热压力Pa1:0.15MPa
吸热时间ta2/S ta2=10×e 温度(T):(210±10)℃吸热压力Pa2:0.02MPa
焊缝在保压状态下的冷却时间tf2/min Pf1=Pf2=0.15MPa
Pa1 加热压力 pa2 吸热压力 pf1 熔接压力 pf2 冷却压力 ta1 加热时间Tu 切换时间(包括加热板撤出时间) tf1 增压时间 tf2 冷却时间
四、焊接检验实践证明,聚乙烯燃气管道最容易损坏和泄露的部位,就是管道接口。工程成功与失败的关键就是管道连接质量的好坏。所以严格的接口质量验收对地下燃气管道工程十分重要。聚乙烯管道接口需做破坏性试验才能检查内部质量。
(1)聚乙烯管道连接完后,应加强施工自检和第三方验收,并适当抽取特殊的比例的接口切开进行内部检查。
(3)外观品质检查应100%进行。监理等验收单位应根据实施工程质量抽取特殊的比例焊口进行外观检查,数量不可以少于焊口数的10%,且每个焊工的焊口数不少于5个。
(4)每个工程均应做接口破坏性试验,对于热熔连接的接口应抽取3%焊口,建议不少于1个。破坏性试验可把焊口切成4条,检查内部熔合情况,未完全熔合视为不合格,也可做拉伸试验,看拉伸强度是不是符合设计及规范要求。对于不合格的接口应对该焊工的接口进行加倍抽检,如再发现不合格,则对该焊工施工的接口全部进行返工。
政策解析考试试题报考条件报名入口考试科目考试用书报名时间证书领取成绩查询注册查询准考证打印历年真题模拟试题考试大纲复习资料经验分享
政策解析考试试题报考条件报名入口考试科目考试用书报名时间证书领取成绩查询注册查询准考证打印历年真题模拟试题考试大纲复习资料经验分享
政策解析考试试题报考条件报名入口考试科目考试用书报名时间证书领取成绩查询注册查询准考证打印历年真题模拟试题考试大纲复习资料经验分享
政策解析考试试题报考条件报名入口考试科目考试用书报名时间证书领取成绩查询注册查询准考证打印历年真题模拟试题考试大纲复习资料经验分享
政策解析考试试题报考条件报名入口考试科目考试用书报名时间证书领取成绩查询注册查询准考证打印历年真题模拟试题考试大纲复习资料经验分享
政策解析考试试题报考条件报名入口考试科目考试用书报名时间证书领取成绩查询注册查询准考证打印历年真题模拟试题考试大纲复习资料经验分享
政策解析考试试题报考条件报名入口考试科目考试用书报名时间证书领取成绩查询注册查询准考证打印历年真题模拟试题考试大纲复习资料经验分享


更多
1、凡本网注明“来源:建设工程教育网”的全部作品,版权均属建设工程教育网所有,未经本网授权不得转载、链接、转贴或以其他方式使用;已经本网授权的,应在授权范围内使用,且一定要标注明确“来源:建设工程教育网”。违反上述声明者,本网将追究其法律责任。
2、本网部分资料为网上搜集转载,均尽力标明作者和出处。对于本网刊载作品涉及版权等问题的,请作者与本网站联系,本网站核实确认后会尽快予以处理。
本网转载之作品,并不代表认同该作品的观点或真实性。如别的媒体、网站或个人转载使用,请与著作权人联系,并自负法律责任。

